
- 新浪微博

- QQ空间

- 豆瓣网

- 百度新首页
取消




| 8.00元 | |
| 50 | |
| 8888 | |
| 自买家付款之日起3天内发货 | |
| RVX | |
| 可定制 |
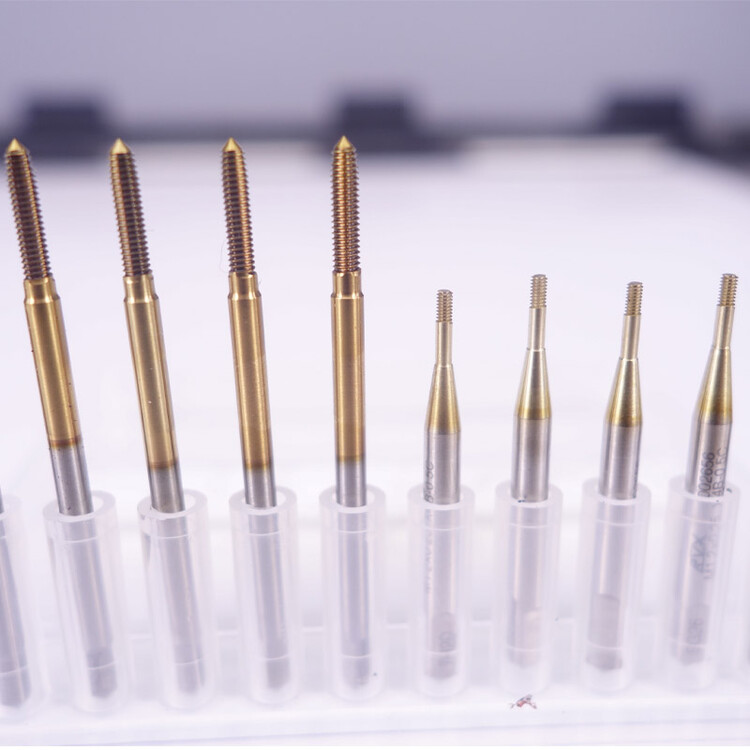
挤压丝攻使用时注意的事项
◆攻牙扭力比切削是丝攻大2~3倍。
请确认机器动力。另外,请确保工件加工过程中夹持稳定。
◆加工具延展性的材料。
一般的铝合金和钢材加工是没有问题的。
铸铁就不适用硬度超过HRC35的调质钢和高硬度钢材加工上就会有点困难了。
◆下孔径的误差范围需控制在牙距的5%以内,比切削丝攻更需严格管理下孔径。
例) M6×1的挤压丝攻、公差:要求下孔50µm左右。
※切削丝攻的公差在236μm(0.236mm)左右
◆与切削丝攻加工相比,内螺纹孔面易产生毛边,因此要依状况,在孔面施行倒角加工。
◆螺纹牙顶上,会产生U字形状缺口,称为「牙口」,使用切削丝攻则不会有此情形。
在适当范围内的牙口,是不会影响影响内螺纹的机能
| 上海连合钢塑模具有限公司 | |
| 鱼先生 |
|
| 无 | |
| 19921855192 | |
| rvx1148@163.com | |
| 无 | |
| 闵塔路 | |
| 挤压丝锥,螺旋丝锥,切削工具,先端丝锥 | |
| http://rvx123.b2b.huangye88.com/m/ | |

